Channel
Showing best results - all illustrated entries. Change the channel to view specific categories.
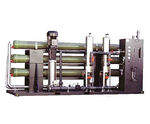
Reverse osmosis
(55)
Reverse osmosis for industrial, municipal and commercial water treatment. Skid-mounted and containerised systems for brackish and seawater desalination. Membranes, high-pressure pumps and controls. Low-TDS permeate for process water, boiler feed and potable supply. Wastewater reuse, nitrate and hardness reduction, metals and organics removal.
Reverse osmosis - helping you find the best solution for your project.

NURION™ Reverse Osmosis - water purification system for food production
NURION™ reverse osmosis ingredient water system from Veolia produces high-quality ingredient water for food and beverage manufacturing, using EHEDG design principles for microbial control. Skid-mounted, ready-to-use unit with a nominal permeate flow rate of 5 to 25m³ per hour: reverse osmosis system for producing ingredient water in food and- PRODUCT
Veolia Water Technologies UK

Sirion™ - compact reverse osmosis water purification system
Sirion™ Mega reverse osmosis systems produce high-purity water, removing up to 98% of dissolved inorganics and over 99% of large dissolved organics, colloids and particles. Key features: flow rates from 5 to 139m3/h (22-612gpm); low-energy membranes result in lower operating pressures and cost savings; feedwater salinity 1000 to 5000 ppm TDS (NaCl
CaptuRO™ Resilient high recovery reverse osmosis
Veolia Water Technologies UK's latest innovation is a game changer for multiple industrial markets. Thanks to its huge potential for water reuse, CaptuRO™ helps protect local water resources and reduce water pollution discharges. It is also a great tool for industrials who need to vastly reduce their water consumption, often driven by a corporate- PRODUCT
Veolia Water Technologies UK
Orion® - industrial water purification system
Orion® is a skid-mounted, multi-technology system for the generation of purified water. It offers softening, reverse osmosis and continuous electrodeionisation (CEDI) technologies that can be fully or partially hot water sanitised. Amongst many process applications it is ideal for use in the pharmaceutical, generics, healthcare and biotechnology
Osiris - reverse osmosis water system for sterile healthcare settings
Osiris reverse osmosis systems from Veolia produce biopure water with low conductivity, bacteria and endotoxins for sterile services and endoscopy. Fully integrated and skid-mounted, these systems are designed and validated for washer disinfectors and steam sterilisers in healthcare settings, meeting HTM 01-01/01-06 standards. Available with- PRODUCT
Veolia Water Technologies UK
Reverse osmosis liquid filtration packages
Hydroklear reverse osmosis packages are provided as additions to existing plant or as part of a complete water treatment package. Standard designs can be tailored to meet individual needs. Reverse osmosis water treatment is a chemical-free alternative to a more traditional demineraliser package, which involves strong acids and alkalis for

Thermapure™ - compact reverse osmosis water system for lab decontamination
Thermapure™ is a compact, heat-sanitisable reverse osmosis water treatment system made by Veolia, designed to meet laboratory and healthcare decontamination guidelines. The system uses a programmable logic controller for continuous water quality monitoring and includes a touch-screen interface for secure access and maintenance. Automated heat- PRODUCT
Veolia Water Technologies UK
Sirion™ - compact reverse osmosis water purification system for industry
SIRION™ Midi & Maxi reverse osmosis systems produce high purity water, removing up to 98% of dissolved inorganics and over 99% of large dissolved organics, colloids and particles. Midi : Flow rates fromFlow rates from 90 to800 l/hr Maxi: Flow rates from 450 to 5000 l/hr low energy membranes result in lower operating pressures and cost savings
SIRION PRO & Advanced - compact reverse osmosis water purification systems
SIRION PRO and SIRION Advanced RO systems from Veolia Water Technologies UK are compact reverse osmosis units designed for producing highly purified water, with digital monitoring and energy-saving features for process water applications: reverse osmosis systems for purified water production; digital monitoring with cloud-based AQUAVISTA platform- PRODUCT
Veolia Water Technologies UK
CentRO - reverse osmosis for renal dialysis water treatment
CentRO is a centralised reverse osmosis (RO) system from DWA designed for renal dialysis water treatment in hospitals, delivering up to 3,500 litres per hour of purified water and meeting all relevant British standards. Key features include field-installable heat disinfection membranes, redundancy for reliability, and compatibility with existing- PRODUCT
Veolia Water Technologies UK
Desalinisation reverse osmosis
In many parts of the world, freshwater is a scarce resource. There are many reasons for this, including drought caused by climate change, extensive farming and irrigation practices, as well as concentrations of holidaymakers during summer months. Add to this the growth in world population. As natural supplies of freshwater and their quality
LABSTAR reverse osmosis system
The Labstar is a compact reverse osmosis system which provides 98 to 99% total solids rejection. It is suitable for a wide range of manufacturing businesses. Reverse osmosis is an ideal water purification solution for many facilities, able to produce water that’s nearly 100% pure with dramatically reduced TDS levels. Features include: cost

Reverse Osmosis - water purification system for industrial water reuse
Working in conjunction with our AMBR or AMBR LE technologies, Aquabio’s conventional RO and novel ROne™ plants provide demineralised water which can be used in the following reuse applications: demineralised water reuse as boiler feed water; reuse for CIP applications; potable water reuse for food washing; potable water reuse for complete factory

MFP Series reverse osmosis
This long and well established range is well known for its reliability and compact footprint. It is available in two versions; with either an electro-mechanical control panel or an electronic control panel. Both versions feature conductivity and flow rate meters. Key features: flow rates up to 3.5m3/h; well established and reliable units; flow and
Reverse Osmosis - water purification system for industrial use
Reverse osmosis water purification units remove ionisable and non-ionisable impurities from water and other liquids. Units use hollow fibre or spiral wound modules and can be custom designed for all raw water conditions and capacities: water purification system using reverse osmosis technology; removes 99% of organic matter, bacteria, and spores- PRODUCT
AWE (Anderson Water Equipment)

IW Series reverse osmosis
This reverse osmosis range has a very low energy consumption, making them one of the most environmentally friendly systems available on the market. Manufactured from corrosion-resistant materials and available in two models, the E and L, these units are extremely versatile. They are also suitable for treating water with a low salinity, up to
Ionmaster RO reverse osmosis plant
Ionmaster RO reverse osmosis systems are used following pretreatment with filtration and softening, to provide low conductivity water for process use or for make up to steam boilers. As part of an integrated water purification system, reverse osmosis can form the basis of a system, supplying high-purity water with little or no chemical usage or
ROne™ and RO - flexible reverse osmosis water reuse systems
Aquabio's reverse osmosis systems provide demineralised water reuse for industrial settings, working downstream of their AMBR membrane bioreactor technologies. Two system variants are available to suit different operational requirements. Aquabio's advanced RO system, designed for maximum flexibility and efficiency. By incorporating a variable
ECO RO 100-600 reverse osmosis unit
ADEPT Pure Water produces bespoke reverse osmosis units manufactured to client requirements at its factory in Wellingborough. ECO RO units offer a range of water production flows from 100 Ltrs/Hr to 600 Ltrs/Hr* with numerous options to suit your production requirements

SOLAREC minimises environmental impact with CaptuRO™ from Veolia
SOLAREC, the largest dairy in the Belgian Ardennes (1.6 billion liters of milk/year), is committed to minimising its environmental impact while optimizing its water resource management. With a constant increase in its production capacity, the site had to adapt its water treatment infrastructures to meet strict legal constraints and water supply
Reverse osmosis - helping you find the best companies for your project.
Veolia Water Technologies UK
2 Dukes Meadow, Bourne End, SL8 5XFHydroklear Services
Unit 1, Paddockholm Industrial Estate, Riverside Place, Kilbirnie, KA25 7PWCulligan
 Angel house, Shaw Rd, Wolverhampton, WV10 9LE
Angel house, Shaw Rd, Wolverhampton, WV10 9LEAquabio
Unit 10, Ball Mill Top Business Park, Hallow, Worcester, WR2 6LS